В зависимости от содержания сухих веществ вырабатываются два вида консервов без сахара: сгущенное стерилизованное молоко и концентрированное стерилизованное молоко с повышенным содержанием сухих веществ.
Массовая доля сухих веществ в сгущенном стерилизованном цельном молоке должна быть не менее 25,5 %, в том числе массовая доля жира – не менее 7,8 %, а в концентрированном стерилизованном молоке массовая доля сухих веществ – не менее 27,5 %, в том числе жира – не менее 8,6 %.
Технологический процесс производства сгущенного стерилизованного молока и концентрированного стерилизованного молока состоит из следующих операций: приемка и подготовка молока, нормализация, тепловая обработка и сгущение, гомогенизация и охлаждение, нормализация, внесение солей-стабилизаторов, фасование, стерилизация, хранение.
Особенностью технологического процесса производства сгущенных стерилизованных молочных консервов является стерилизация продукта, поэтому для выработки стерилизованных консервов пригодно молоко не ниже I сорта, кислотностью не выше 19 ºТ и термоустойчивостью по алкогольной пробе не ниже IV группы (для сгущенного стерилизованного молока) и 18 ºТ с термоустойчивостью не ниже III группы (для концентрированного стерилизованного молока).
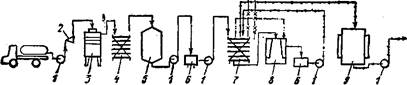
Схема технологической линии производства сгущенного стерилизованного молока приведена на рис.
Подобранное по качеству и очищенное молоко нормализуют по массовой доле жира и СОМО.
Нормализованную молочную смесь перед пастеризацией обязательно проверяют на термоустойчивость, так как при производстве стерилизованных консервов молоко подвергается воздействию высоких температур и при низкой термоустойчивости может происходить свертывание, загустевание и образование хлопьев в готовом продукте. Термоустойчивость молока в значительной степени зависит от его химического состава и особенно равновесия солевого состава.
Повышение термоустойчивости молока достигается внесением солей-стабилизаторов. Их добавляют в пастеризованную смесь или в сгущенное молоко.
Повышению термоустойчивости способствует и режим пастеризации перед сгущением, обеспечивающий наиболее полную денатурацию сывороточных белков. В зависимости от применяемого оборудования молоко пастеризуют при следующих режимах. нагревают в потоке при температуре (88±2) °С, затем при температуре (125±5) °С с выдержкой 30 с с последующим снижением температуры до (86±2) °С путем самоиспарения в вакуумной камере или последовательно нагревают в четырех подогревателях вакуум-выпарной установки до температуры (88±5) °С, затем в высокотемпературном подогревателе – до температуры (120±5) °С с последующим снижением температуры до 105 °С в вакуумной камере.
В пленочных многокорпусных вакуум-выпарных установках непрерывного действия молоко сгущают в стандартном режиме: температура испарения молока не должна превышать в первом корпусе 78 °С, во втором корпусе – 66 °С, в третьем – 56 °С. Окончание процесса сгущения контролируют по достижению стандартной плотности и массовой доли сухих веществ в продукте.
В зависимости от типа применяемой вакуум-выпарной установки молоко сгущается до массовой доли сухих веществ 25–28%.
Сгущение молока заканчивают по достижении плотности 1061–1063 кг/м3 (при 20 ºС) при производстве сгущенного стерилизованного молока и 1066–1068 кг/м3 при производстве концентрированного молока.
Сгущенное молоко гомогенизируют на двухступенчатых гомогенизаторах при температуре (74±2) °С и общем давлении (18±1,0) МПа. Целесообразность применения двухступенчатого гомогенизатора обусловлена необходимостью постепенного повышения давления, так как гомогенизация при высоком давлении снижает термоустойчивость сгущенного молока. После гомогенизации сгущенное молоко охлаждают до температуры (4±2) °С.
После гомогенизации в охлажденное сгущенное молоко вносят соли-стабилизаторы для восстановления нарушенного при пастеризации и сгущении баланса солей.
Для повышения термоустойчивости молока применяют смеси солей, состоящие из цитратов и гидрофосфатов калия и натрия, взятых в соотношении, аналогичном соотношению этих солей в натуральном молоке. Смесь подготавливают следующим образом. Гидрофосфат натрия (Na2HPO4·12h3O) и гидрофосфат калия (К2HPO4), а также цитрат натрия (Na3C6H5O7·5,5h3O) и цитрат калия (K3C6H5O7·h3O) берут в соотношении 1:3. Полученные фосфатные и цитратные смеси солей смешивают в соотношении 1:1.
Количество соли-стабилизатора определяют на основании пробной стерилизации уже сгущенного молока. Пробную стерилизацию проводят в шести банках. В каждую банку отвешивают по 0,3 кг сгущенного молока. В банки №2–6 вносят 25 %-ный раствор солей-стабилизаторов (0,05–0,4 % сухой соли от массы продукта). В банку №1 соль не вносят. Степень разведения сгущенного молока выравнивают дистиллированной водой. Закатанные банки стерилизуют. После стерилизации оценивают сгущенное молоко в банках по органолептическим показателям и определяют вязкость. Массовая доля соли-стабилизатора, при которой продукт получил лучшую оценку и имел вязкость 8-18 МПа для сгущенного и 15–20МПа для концентрированного молока, считается оптимальной для данного молока. При стабильном качестве сырья и готового продукта пробную стерилизацию проводят один раз в месяц.
Интенсивность взаимодействия белковых и минеральных веществ молока после внесения солей-стабилизаторов зависит от момента внесения солей, а также от продолжительности их взаимодействия с казеинаткальцийфосфатным комплексом. Продукт имеет минимальную вязкость после выдерживания сгущенного молока с солью-стабилизатором перед стерилизацией в течение 6–7 ч.Последующее выдерживание сгущенного стерилизованного молока снова приводит к повышению вязкости. Это проявляется при добавлении различных солей-стабилизаторов и их смесей независимо от вида и количества вносимой соли.
При внесении солей-стабилизаторов пастеризованное молоко общая продолжительность взаимодействия молока с солями (пастеризация, сгущение, гомогенизация, охлаждение) составляет 6 ч. Вязкость продукта в этом случае идентична вязкости, полученной при выдерживании сгущенного молока с солями-стабилизаторами в течение 6–7 ч до стерилизации.
Стерилизация сгущенных консервов может осуществляться двумя способами: в потоке перед розливом и в таре после розлива.
Стерилизация сгущенного молока в потоке не получила промышленного применения. Для выработки сгущенных стерилизованных молочных консервов в нашей стране широко применяется способ стерилизации в таре.
Режим стерилизации устанавливают в соответствии с формулой стерилизации, представляющей собой следующую условную запись теплового режима аппарата, в котором осуществляется стерилизация.
где Т1, Т2, Т3 – продолжительность соответственно подогревания, стерилизации, охлаждения, мин; t – температура стерилизации, ºС.
Формула стерилизации устанавливается заранее для конкретного аппарата и конкретных условий. Надежность выбранной для производства формулы стерилизации проверяют микробиологическими анализами. Режим должен обеспечить эффект, выраженный величиной от 4,0 до 5,1 условных единиц (условных минут). При этом нижнее значение условных единиц допускается для обсемененности не более 1 споры в 1 см3 продукта перед стерилизацией. С повышением обсемененности, но не более 10 спор в 1 см3 продукта, требуемый эффект стерилизации должен быть увеличен.
Сгущенное или концентрированное молоко, выдержавшее пробную стерилизацию, разливают в предварительно вымытые и пропаренные металлические банки. Наполненные и упакованные банки проверяют на герметичность и направляют на стерилизацию. Для стерилизации продукта в таре используют стерилизаторы непрерывного действия гидростатического или роторного типа, а также стерилизаторы периодического действия. В стерилизаторах гидростатического типа банки со сгущенным или концентрированным молоком стерилизуют при температуре 116–117°С с выдержкой 15–17 мин. В аппаратах периодического действия стерилизация осуществляется при температуре 116–118 °С с выдержкой 14–17 мин. Температура охлаждения стерилизованных консервов должна быть в пределах 20–40 °С. Готовые продукты хранят при температуре от 0 до 10 °С и относительной влажности воздуха не выше 85 % в течение не более 12 мес со дня выработки.
При производстве стерилизованных консервов в зимнее и весеннее время года продукты часто загустевают и портятся из-за низкой термоустойчивости молока даже при добавлении солей-стабилизаторов. Для предотвращения порчи молочных консервов тепловая обработка их проводится при более низких температурах и выдержке вследствие добавления антибиотика низина. Известно, что низин, являясь безвредным для человека и животных, вызывает гибель вегетативных и споровых форм бактерий. Снижение температуры стерилизации до 112–115 °С (вместо 118 °С) и выдержки до 12 мин при использовании низина положительно влияет на качество готового продукта В сгущенном стерилизованном молоке с низином на 30% снижается вязкость и кислотность продукта, отсутствует привкус карамелизации.
Низин добавляют в виде водного раствора или раствора в сгущенном продукте при тщательном перемешивании на любом участке технологического процесса от сгущения до фасования. Таким образом, применение низина позволяет вырабатывать высококачественные консервы и увеличивать их объем за счет переработки менее термоустойчивого молока.
mykonspekts.ru
 СТЕРИЛИЗОВАННОЕ И КОНЦЕНТРИРОВАННОЕ МОЛОКО
СТЕРИЛИЗОВАННОЕ И КОНЦЕНТРИРОВАННОЕ МОЛОКО просмотров - 50
Учитывая зависимость отсодержания сухих веществ вырабатываются два вида консервов без сахара: сгущенное стерилизованное молоко и концентрированное стерилизованное молоко с повышенным содержанием сухих веществ.
Массовая доля сухих веществ в сгущенном стерилизованном цельном молоке должна быть не менее 25,5 %, в том числе массовая доля жира – не менее 7,8 %, а в концентрированном стерилизованном молоке массовая доля сухих веществ – не менее 27,5 %, в том числе жира – не менее 8,6 %.
Технологический процесс производства сгущенного стерилизованного молока и концентрированного стерилизованного молока состоит из следующих операций: приемка и подготовка молока, нормализация, тепловая обработка и сгущение, гомогенизация и охлаждение, нормализация, внесение солей-стабилизаторов, фасование, стерилизация, хранение.
Особенностью технологического процесса производства сгущенных стерилизованных молочных консервов является стерилизация продукта͵ в связи с этим для выработки стерилизованных консервов пригодно молоко не ниже I сорта͵ кислотностью не выше 19 ºТ и термоустойчивостью по алкогольной пробе не ниже IV группы (для сгущенного стерилизованного молока) и 18 ºТ с термоустойчивостью не ниже III группы (для концентрированного стерилизованного молока).
Схема технологической линии производства сгущенного стерилизованного молока приведена на рис.
Подобранное по качеству и очищенное молоко нормализуют по массовой доле жира и СОМО.
Нормализованную молочную смесь перед пастеризацией обязательно проверяют на термоустойчивость, так как при производстве стерилизованных консервов молоко подвергается воздействию высоких температур и при низкой термоустойчивости может происходить свертывание, загустевание и образование хлопьев в готовом продукте. Термоустойчивость молока в значительной степени зависит от его химического состава и особенно равновесия солевого состава.
Повышение термоустойчивости молока достигается внесением солей-стабилизаторов. Их добавляют в пастеризованную смесь или в сгущенное молоко.
Повышению термоустойчивости способствует и режим пастеризации перед сгущением, обеспечивающий наиболее полную денатурацию сывороточных белков. Учитывая зависимость отприменяемого оборудования молоко пастеризуют при следующих режимах. нагревают в потоке при температуре (88±2) °С, затем при температуре (125±5) °С с выдержкой 30 с с последующим снижением температуры до (86±2) °С путем самоиспарения в вакуумной камере или последовательно нагревают в четырех подогревателях вакуум-выпарной установки до температуры (88±5) °С, затем в высокотемпературном подогревателе – до температуры (120±5) °С с последующим снижением температуры до 105 °С в вакуумной камере.
В пленочных многокорпусных вакуум-выпарных установках непрерывного действия молоко сгущают в стандартном режиме: температура испарения молока не должна превышать в первом корпусе 78 °С, во втором корпусе – 66 °С, в третьем – 56 °С. Окончание процесса сгущения контролируют по достижению стандартной плотности и массовой доли сухих веществ в продукте.
Учитывая зависимость оттипа применяемой вакуум-выпарной установки молоко сгущается до массовой доли сухих веществ 25–28%.
Сгущение молока заканчивают по достижении плотности 1061–1063 кг/м3 (при 20 ºС) при производстве сгущенного стерилизованного молока и 1066–1068 кг/м3 при производстве концентрированного молока.
Сгущенное молоко гомогенизируют на двухступенчатых гомогенизаторах при температуре (74±2) °С и общем давлении (18±1,0) МПа. Целесообразность применения двухступенчатого гомогенизатора обусловлена крайне важностью постепенного повышения давления, так как гомогенизация при высоком давлении снижает термоустойчивость сгущенного молока. После гомогенизации сгущенное молоко охлаждают до температуры (4±2) °С.
После гомогенизации в охлажденное сгущенное молоко вносят соли-стабилизаторы для восстановления нарушенного при пастеризации и сгущении баланса солей.
Для повышения термоустойчивости молока применяют смеси солей, состоящие из цитратов и гидрофосфатов калия и натрия, взятых в соотношении, аналогичном соотношению этих солей в натуральном молоке. Смесь подготавливают следующим образом. Гидрофосфат натрия (Na2HPO4·12h3O) и гидрофосфат калия (К2HPO4), а также цитрат натрия (Na3C6H5O7·5,5h3O) и цитрат калия (K3C6H5O7·h3O) берут в соотношении 1:3. Полученные фосфатные и цитратные смеси солей смешивают в соотношении 1:1.
Количество соли-стабилизатора определяют на основании пробной стерилизации уже сгущенного молока. Пробную стерилизацию проводят в шести банках. В каждую банку отвешивают по 0,3 кг сгущенного молока. В банки №2–6 вносят 25 %-ный раствор солей-стабилизаторов (0,05–0,4 % сухой соли от массы продукта). В банку №1 соль не вносят. Степень разведения сгущенного молока выравнивают дистиллированной водой. Закатанные банки стерилизуют. После стерилизации оценивают сгущенное молоко в банках по органолептическим показателям и определяют вязкость. Массовая доля соли-стабилизатора, при которой продукт получил лучшую оценку и имел вязкость 8-18 МПа для сгущенного и 15–20МПа для концентрированного молока, считается оптимальной для данного молока. При стабильном качестве сырья и готового продукта пробную стерилизацию проводят один раз в месяц.
Интенсивность взаимодействия белковых и минеральных веществ молока после внесения солей-стабилизаторов зависит от момента внесения солей, а также от продолжительности их взаимодействия с казеинаткальцийфосфатным комплексом. Продукт имеет минимальную вязкость после выдерживания сгущенного молока с солью-стабилизатором перед стерилизацией в течение 6–7 ч.Последующее выдерживание сгущенного стерилизованного молока снова приводит к повышению вязкости. Это проявляется при добавлении различных солей-стабилизаторов и их смесей независимо от вида и количества вносимой соли.
При внесении солей-стабилизаторов пастеризованное молоко общая продолжительность взаимодействия молока с солями (пастеризация, сгущение, гомогенизация, охлаждение) составляет 6 ч. Вязкость продукта в этом случае идентична вязкости, полученной при выдерживании сгущенного молока с солями-стабилизаторами в течение 6–7 ч до стерилизации.
Стерилизация сгущенных консервов может осуществляться двумя способами: в потоке перед розливом и в таре после розлива.
Стерилизация сгущенного молока в потоке не получила промышленного применения. Для выработки сгущенных стерилизованных молочных консервов в нашей стране широко применяется способ стерилизации в таре.
Режим стерилизации устанавливают в соответствии с формулой стерилизации, представляющей собой следующую условную запись теплового режима аппарата͵ в котором осуществляется стерилизация.
где Т1, Т2, Т3 – продолжительность соответственно подогревания, стерилизации, охлаждения, мин; t – температура стерилизации, ºС.
Формула стерилизации устанавливается заранее для конкретного аппарата и конкретных условий. Надежность выбранной для производства формулы стерилизации проверяют микробиологическими анализами. Режим должен обеспечить эффект, выраженный величиной от 4,0 до 5,1 условных единиц (условных минут). При этом нижнее значение условных единиц допускается для обсемененности не более 1 споры в 1 см3 продукта перед стерилизацией. С повышением обсемененности, но не более 10 спор в 1 см3 продукта͵ требуемый эффект стерилизации должен быть увеличен.
Сгущенное или концентрированное молоко, выдержавшее пробную стерилизацию, разливают в предварительно вымытые и пропаренные металлические банки. Наполненные и упакованные банки проверяют на герметичность и направляют на стерилизацию. Важно заметить, что для стерилизации продукта в таре используют стерилизаторы непрерывного действия гидростатического или роторного типа, а также стерилизаторы периодического действия. В стерилизаторах гидростатического типа банки со сгущенным или концентрированным молоком стерилизуют при температуре 116–117°С с выдержкой 15–17 мин. В аппаратах периодического действия стерилизация осуществляется при температуре 116–118 °С с выдержкой 14–17 мин. Температура охлаждения стерилизованных консервов должна быть в пределах 20–40 °С. Готовые продукты хранят при температуре от 0 до 10 °С и относительной влажности воздуха не выше 85 % в течение не более 12 мес со дня выработки.
При производстве стерилизованных консервов в зимнее и весеннее время года продукты часто загустевают и портятся из-за низкой термоустойчивости молока даже при добавлении солей-стабилизаторов. Для предотвращения порчи молочных консервов тепловая обработка их проводится при более низких температурах и выдержке вследствие добавления антибиотика низина. Известно, что низин, являясь безвредным для человека и животных, вызывает гибель вегетативных и споровых форм бактерий. Снижение температуры стерилизации до 112–115 °С (вместо 118 °С) и выдержки до 12 мин при использовании низина положительно влияет на качество готового продукта В сгущенном стерилизованном молоке с низином на 30% снижается вязкость и кислотность продукта͵ отсутствует привкус карамелизации.
Низин добавляют в виде водного раствора или раствора в сгущенном продукте при тщательном перемешивании на любом участке технологического процесса от сгущения до фасования. Τᴀᴋᴎᴍ ᴏϬᴩᴀᴈᴏᴍ, применение низина позволяет вырабатывать высококачественные консервы и увеличивать их объем за счет переработки менее термоустойчивого молока.
В зависимости от содержания сухих веществ вырабатываются два вида консервов без сахара: сгущенное стерилизованное молоко и концентрированное стерилизованное молоко с повышенным содержанием сухих веществ. Массовая доля сухих веществ в сгущенном стерилизованном... [читать подробенее]
В зависимости от содержания сухих веществ вырабатываются два вида консервов без сахара: сгущенное стерилизованное молоко и концентрированное стерилизованное молоко с повышенным содержанием сухих веществ. Массовая доля сухих веществ в сгущенном стерилизованном... [читать подробенее]
oplib.ru
В зависимости от содержания сухих веществ вырабатываются два вида консервов без сахара: сгущенное стерилизованное молоко и концентрированное стерилизованное молоко с повышенным содержанием сухих веществ.
Массовая доля сухих веществ в сгущенном стерилизованном цельном молоке должна быть не менее 25,5 %, в том числе массовая доля жира – не менее 7,8 %, а в концентрированном стерилизованном молоке массовая доля сухих веществ – не менее 27,5 %, в том числе жира – не менее 8,6 %.
Технологический процесс производства сгущенного стерилизованного молока и концентрированного стерилизованного молока состоит из следующих операций: приемка и подготовка молока, нормализация, тепловая обработка и сгущение, гомогенизация и охлаждение, нормализация, внесение солей-стабилизаторов, фасование, стерилизация, хранение.
Особенностью технологического процесса производства сгущенных стерилизованных молочных консервов является стерилизация продукта, поэтому для выработки стерилизованных консервов пригодно молоко не ниже Iсорта, кислотностью не выше 19 ºТ и термоустойчивостью по алкогольной пробе не нижеIVгруппы (для сгущенного стерилизованного молока) и 18 ºТ с термоустойчивостью не нижеIIIгруппы (для концентрированного стерилизованного молока).
Схема технологической линии производства сгущенного стерилизованного молока приведена на рис.
Подобранное по качеству и очищенное молоко нормализуют по массовой доле жира и СОМО.
Нормализованную молочную смесь перед пастеризацией обязательно проверяют на термоустойчивость, так как при производстве стерилизованных консервов молоко подвергается воздействию высоких температур и при низкой термоустойчивости может происходить свертывание, загустевание и образование хлопьев в готовом продукте. Термоустойчивость молока в значительной степени зависит от его химического состава и особенно равновесия солевого состава.
Повышение термоустойчивости молока достигается внесением солей-стабилизаторов. Их добавляют в пастеризованную смесь или в сгущенное молоко.
Повышению термоустойчивости способствует и режим пастеризации перед сгущением, обеспечивающий наиболее полную денатурацию сывороточных белков. В зависимости от применяемого оборудования молоко пастеризуют при следующих режимах. нагревают в потоке при температуре (88±2) °С, затем при температуре (125±5) °С с выдержкой 30 с с последующим снижением температуры до (86±2) °С путем самоиспарения в вакуумной камере или последовательно нагревают в четырех подогревателях вакуум-выпарной установки до температуры (88±5) °С, затем в высокотемпературном подогревателе – до температуры (120±5) °С с последующим снижением температуры до 105 °С в вакуумной камере.
В пленочных многокорпусных вакуум-выпарных установках непрерывного действия молоко сгущают в стандартном режиме: температура испарения молока не должна превышать в первом корпусе 78 °С, во втором корпусе – 66 °С, в третьем – 56 °С. Окончание процесса сгущения контролируют по достижению стандартной плотности и массовой доли сухих веществ в продукте.
В зависимости от типа применяемой вакуум-выпарной установки молоко сгущается до массовой доли сухих веществ 25–28%.
Сгущение молока заканчивают по достижении плотности 1061–1063 кг/м3(при 20 ºС) при производстве сгущенного стерилизованного молока и 1066–1068 кг/м3при производстве концентрированного молока.
Сгущенное молоко гомогенизируют на двухступенчатых гомогенизаторах при температуре (74±2) °С и общем давлении (18±1,0) МПа. Целесообразность применения двухступенчатого гомогенизатора обусловлена необходимостью постепенного повышения давления, так как гомогенизация при высоком давлении снижает термоустойчивость сгущенного молока. После гомогенизации сгущенное молоко охлаждают до температуры (4±2) °С.
После гомогенизации в охлажденное сгущенное молоко вносят соли-стабилизаторы для восстановления нарушенного при пастеризации и сгущении баланса солей.
Для повышения термоустойчивости молока применяют смеси солей, состоящие из цитратов и гидрофосфатов калия и натрия, взятых в соотношении, аналогичном соотношению этих солей в натуральном молоке. Смесь подготавливают следующим образом. Гидрофосфат натрия (Na2HPO4·12h3O) и гидрофосфат калия (К2HPO4), а также цитрат натрия (Na3C6H5O7·5,5h3O) и цитрат калия (K3C6H5O7·h3O) берут в соотношении 1:3. Полученные фосфатные и цитратные смеси солей смешивают в соотношении 1:1.
Количество соли-стабилизатора определяют на основании пробной стерилизации уже сгущенного молока. Пробную стерилизацию проводят в шести банках. В каждую банку отвешивают по 0,3 кг сгущенного молока. В банки №2–6 вносят 25 %-ный раствор солей-стабилизаторов (0,05–0,4 % сухой соли от массы продукта). В банку №1 соль не вносят. Степень разведения сгущенного молока выравнивают дистиллированной водой. Закатанные банки стерилизуют. После стерилизации оценивают сгущенное молоко в банках по органолептическим показателям и определяют вязкость. Массовая доля соли-стабилизатора, при которой продукт получил лучшую оценку и имел вязкость 8-18 МПа для сгущенного и 15–20МПа для концентрированного молока, считается оптимальной для данного молока. При стабильном качестве сырья и готового продукта пробную стерилизацию проводят один раз в месяц.
Интенсивность взаимодействия белковых и минеральных веществ молока после внесения солей-стабилизаторов зависит от момента внесения солей, а также от продолжительности их взаимодействия с казеинаткальцийфосфатным комплексом. Продукт имеет минимальную вязкость после выдерживания сгущенного молока с солью-стабилизатором перед стерилизацией в течение 6–7 ч.Последующее выдерживание сгущенного стерилизованного молока снова приводит к повышению вязкости. Это проявляется при добавлении различных солей-стабилизаторов и их смесей независимо от вида и количества вносимой соли.
При внесении солей-стабилизаторов пастеризованное молоко общая продолжительность взаимодействия молока с солями (пастеризация, сгущение, гомогенизация, охлаждение) составляет 6 ч. Вязкость продукта в этом случае идентична вязкости, полученной при выдерживании сгущенного молока с солями-стабилизаторами в течение 6–7 ч до стерилизации.
Стерилизация сгущенных консервов может осуществляться двумя способами: в потоке перед розливом и в таре после розлива.
Стерилизация сгущенного молока в потоке не получила промышленного применения. Для выработки сгущенных стерилизованных молочных консервов в нашей стране широко применяется способ стерилизации в таре.
Режим стерилизации устанавливают в соответствии с формулой стерилизации, представляющей собой следующую условную запись теплового режима аппарата, в котором осуществляется стерилизация.
где Т1, Т2, Т3– продолжительность соответственно подогревания, стерилизации, охлаждения, мин;t– температура стерилизации, ºС.
Формула стерилизации устанавливается заранее для конкретного аппарата и конкретных условий. Надежность выбранной для производства формулы стерилизации проверяют микробиологическими анализами. Режим должен обеспечить эффект, выраженный величиной от 4,0 до 5,1 условных единиц (условных минут). При этом нижнее значение условных единиц допускается для обсемененности не более 1 споры в 1 см3продукта перед стерилизацией. С повышением обсемененности, но не более 10 спор в 1 см3продукта, требуемый эффект стерилизации должен быть увеличен.
Сгущенное или концентрированное молоко, выдержавшее пробную стерилизацию, разливают в предварительно вымытые и пропаренные металлические банки. Наполненные и упакованные банки проверяют на герметичность и направляют на стерилизацию. Для стерилизации продукта в таре используют стерилизаторы непрерывного действия гидростатического или роторного типа, а также стерилизаторы периодического действия. В стерилизаторах гидростатического типа банки со сгущенным или концентрированным молоком стерилизуют при температуре 116–117°С с выдержкой 15–17 мин. В аппаратах периодического действия стерилизация осуществляется при температуре 116–118 °С с выдержкой 14–17 мин. Температура охлаждения стерилизованных консервов должна быть в пределах 20–40 °С. Готовые продукты хранят при температуре от 0 до 10 °С и относительной влажности воздуха не выше 85 % в течение не более 12 мес со дня выработки.
При производстве стерилизованных консервов в зимнее и весеннее время года продукты часто загустевают и портятся из-за низкой термоустойчивости молока даже при добавлении солей-стабилизаторов. Для предотвращения порчи молочных консервов тепловая обработка их проводится при более низких температурах и выдержке вследствие добавления антибиотика низина. Известно, что низин, являясь безвредным для человека и животных, вызывает гибель вегетативных и споровых форм бактерий. Снижение температуры стерилизации до 112–115 °С (вместо 118 °С) и выдержки до 12 мин при использовании низина положительно влияет на качество готового продукта В сгущенном стерилизованном молоке с низином на 30% снижается вязкость и кислотность продукта, отсутствует привкус карамелизации.
Низин добавляют в виде водного раствора или раствора в сгущенном продукте при тщательном перемешивании на любом участке технологического процесса от сгущения до фасования. Таким образом, применение низина позволяет вырабатывать высококачественные консервы и увеличивать их объем за счет переработки менее термоустойчивого молока.
studfiles.net
К качеству консервируемого молока предъявляют высокие требования, что обусловлено необходимостью наиболее полного сохранения исходных свойств под воздействием на него высоких температур стерилизации. Обработке подвергается только молоко, пригодное для консервирования тепловой стерилизацией.
Молоко должно быть термоустойчивым с титруемой кислотностью не более 19 °Т для сгущенного стерилизованного молока и 18 °Т для концентрированного стерилизованного молока, рН в пределах 6,4—6,6 и равновесием между катионами и анионами молока. Ионное равновесие характеризуется соответствующим соотношением между солями кальция и магния казеиновой, лимонной и фосфорной кислот. При нарушении этого соотношения система становится неустойчивой к тепловому воздействию и казеин молока при стерилизации коагулирует. Отсутствующее в консервируемом цельном молоке ионное равновесие поддается восстановлению, что позволяет придать ему необходимую термоустойчивость. Ионное равновесие в молоке цельном чаще всего сдвигается в сторону избытка ионов кальция.
Для восстановления солевого (ионного) равновесия используют пищевые буферные соли натрия или калия. Из рекомендуемых технологической инструкцией солей-стабилизаторов наиболее эффективно восстанавливают солевое равновесие лимоннокислый трехзамещенный натрий и смесь его с гексамета- фосфатом натрия. Доза соли-стабилизатора зависит от термоустойчивости конкретной партии молока, а поэтому колеблется
е*—ж—*—*—*
 |
i н ■■ ■1
JL
т?
£ / Я 11 1 12 J 13 ' колот
■----- Обежирете молоко
С л и 6к и -rw- Пастеризованные шажЛтые стВки
*- Обезжиренное пастеризоИшш нтт —•— Нормализованная спесь
- v—Раствор сш - стабилизатора
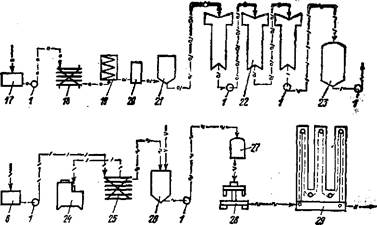
Рис. 10. Технологическая схема производства сгущенного и концентрированного стерилизованного молока:
t — насос; 2 — счетчик; 3 — сепаратор-молокоочнстнтель; 4 — пластинчатый охладитель для молока цельного; 5, 9, 11—13, 23, 26 — емкости разного назначения; 6, 14, 16, 17, 27 — баки разного назначения; 7 — пластинчатый рекуператор; 8 — сепаратор-сливкоотделитель;
в пределах 0,05—0,4% к массе нормализованной смеси. Термоустойчивость исходного молока косвенно контролируется по алкогольной пробе.
Сущность стабилизации солевого состава молока заключается в том, что анионы фосфорной или лимонной кислот связывают избыточный ионизированный кальций, благодаря чему ККФК при стерилизации остается в коллоидном состоянии. Термоустойчивость молока не утрачивается. Наибольшая термоустойчивость сгущенного продукта обеспечивается при остаточном содержании ионизированного кальция 9—10 мг%.
Выбранную соль-стабилизатор используют в виде водного раствора с массовой долей 10—25%. Соль растворяется в кипяченой воде, и перед использованием ее фильтруют. По технологической инструкции водный раствор соли-стабилизатора можно вносить в нормализованную смесь до ее сгущения, в сгущенную нормализованную смесь или в два приема: в нормализованную смесь до сгущения и в сгущенную гомогенизированную охлажденную нормализованную смесь. Обычно раствор соли вносят в два приема: часть (0,05—0,1%) в нормализованную смесь (до тепловой обработки или после нее) и недостающее количество в сгущенную гомогенизированную охлаж-
 —/— Сгущешв пецметзект> стсь —в/— Нврма/шзоктв смесь тыетешШ cUptSmm —Сгущент гопогетирскнт и швжИетвг шришгокнШ ctittb —*— ГотсМ прабукя —/— Сгущешв пецметзект> стсь —в/— Нврма/шзоктв смесь тыетешШ cUptSmm —Сгущент гопогетирскнт и швжИетвг шришгокнШ ctittb —*— ГотсМ прабукя
|
10 — пластинчатый охладитель для сливок; 15 — фильтр для фильтрования раствора соли- стабилизатора; 18 — пластинчатый пастеризатор; 19 — теплообменник для высокотемпературной обработки нормализованной смеси; 20 — выдерживатель; 21 — вакуум-охлади- тель; 22 — пленочная вакуум-выпарная установка; 24 — гомогенизатор; 25 — пластинчатый охладитель для сгущенной гомогенизированной нормализованной смеси; 28 — фасовочно- закаточная машина; 29 — гидростатический стерилизатор
денную нормализованную смесь по результатам пробной стерилизации. Частичное внесение соли-стабилизатора в нормализованную смесь до сгущения позволяет увеличить продолжительность ее воздействия по ходу технологического процесса, в результате чего обеспечивается сгущение при более низких показателях вязкости, что способствует интенсификации выпаривания и стерилизации.
Аппаратурно-технологическая схема сгущенного стерилизованного и концентрированного стерилизованного молока с использованием гидростатического стерилизатора приведена на рис. 10. При стерилизации в роторном стерилизаторе технологическая схема до стерилизации не отличается от приведенной на рис. 10.
Согласно аппаратурно-технологической схеме молоко цельное после оценки качества и пригодности, учета его массы, очистки и охлаждения (при необходимости длительного резервирования молока — предварительной термизации, очистки и охлаждения) направляют в емкость хранения в связи с необхо-. димостью составления нормализованной смеси 0См = 0р по схеме tTlctA = или тси~т.м-\-т0б и стабилизации солевого состава. Нормализованная смесь с внесенной в нее частью соли-стабилизатора (тсм) насосом подается в емкость для регулирования последующей подачи ее на тепловую обработку перед выпариванием (1-я ступень 88—90°С, 2-я ступень — па- роконтактный нагрев до 130°С с выдержкой 30—60 с и снижение температуры до 86—88°С самоиспарением в вакуумной камере) и на выпаривание в пленочную вакуум-выпарную установку (1-я ступень 78—80 °С, 2-я —65—67 и 3-я —48—54 °С). Емкость накопления сгущенного продукта дает возможность регулировать его состав при .сгущении. Кратность концентрирования сгущением невысока (2,2—2,4), что обусловлено необходимостью сохранения термоустойчивости сгущенной гомогенизированной нормализованной смеси на стадии стерилизации.
На выходе из вакуум-выпарной установки продукт свободно текуч, образования новой структуры ККФК не происходит, обеспечивается высокая эффективность тепловой обработки и максимальное сохранение исходных свойств (Ра = 1; тф = тд).
Выпускаемая из вакуум-выпарной установки сгущенная нормализованная смесь (с заданной массовой долей сухих веществ) через емкость и поплавковый регулятор направляется в пластинчатый теплообменник, где подогревается до 72—75 °С, подается на гомогенизатор и снова в тот же теплообменник для охлаждения до конечной, оптимальной температуры 2°С. Охлаждение необходимо в связи с резервированием сгущенной гомогенизированной нормализованной смеси для окончательного сбалансирования солевого состава по результатам пробной стерилизации конкретной партии сгущенного продукта. Режим гомогенизации—подогрев до 72—76°С, давление на 1-й ступени 17—19 МПа, на 2-й ступени 2,5—3,5 МПа — обеспечивает диспергирование жировой фазы, оцениваемое показателем степени (эффективности) гомогенизации, который должен быть не менее 95%. Гомогенизация способствует также повышению вязкости продукта, обратно пропорционально размеру жировых шариков. При такой обработке скорость отстаивания белково-жиро- вого слоя снижается настолько, что расслоение продукта в гарантийные сроки хранения визуальцо не наблюдается.
Подготовленная сгущенная гомогенизированная охлажденная нормализованная смесь фасуется в металлические банки № 7 на фасовочно-укупорочном агрегате и стерилизуется в гидростатическом или роторном стерилизаторах. Банки, проверенные на герметичность до заполнения их продуктом, проверяют на герметичность также и после их заполнения с помощью водяных тестеров или специального устройства, контролирующего этот показатель по изменению линейных параметров банки по торцам. Проверка герметичности водяным тестером недостаточно надежна. С помощью такой проверки не улавливается «тонкий» брак (при «тонком» браке из банки, помещенной в ресивер, где давление 0,1 МПа, за 40 с выходит 2—10 см3 воздуха).
Стерилизация сгущенной нормализованной смеси заключается в уничтожении всех микроорганизмов и инактивации ферментов. Микроорганизмы погибают в результате коагуляции их клеточных белков. Тепловой стерилизации предшествует выделение микроорганизмов из сырого молока (очистка) и уничтожение преобладающей части оставшейся после этого микрофлоры тепловой обработкой смеси перед выпариванием. Требования к режимам тепловой стерилизации следующие: обеспечение высокой эффективности воздействия на микроорганизмы и ферменты при минимальных изменениях составных частей молока, максимальном сохранении его пищевой и биологической ценности и минимальных затратах различных видов энергии.
При стерилизации возможны частичный гидролиз триглице- ридов, переход ненасыщенных жирных кислот в насыщенные, уменьшение содержания минеральных солей. Режимы стерилизации выбирают с учетом термоустойчивости микрофлоры, физико-химических свойств продукта и скорости проникновения теплоты к центру банки. Тепловая стерилизация, которая обеспечивает уничтожение термостойких споровых микроорганизмов, надежна и для инактивации ферментов. В зависимости от типа аппарата для стерилизации, вида продукта, качества исходного сырья режим стерилизации устанавливают в соответствии с формулой стерилизации, представляющей собой следующую условную запись теплового режима аппарата, в котором осуществляется данный процесс:
(Т1+Т2+Т3)/t\ ть Т2, т3 —продолжительность подогревания, собственно стерилизации, охлаждения; t — температура собственно стерилизации.
Формула стерилизации носит эмпирический характер. Оиа раскрывает особенности стерилизации как нестационарного теплового процесса, заключающегося в повышении температуры, выдержке при температуре стерилизации и понижении температуры. Формулу стерилизации устанавливают заранее для конкретного аппарата и конкретных условий. Надежность выбранной для производства формулы стерилизации проверяют микробиологическими анализами. Режим должен обеспечить эффект, выраженный величиной от 4,0 до 5,1 условных единиц (условных минут). При этом нижнее значение условных единиц допускается для обсемененности не более 1 споры в 1 мл продукта перед стерилизацией. С повышением обсемененности, но не более 10 спор в 1 мл продукта, требуемый эффект стерилизации должен быть увеличен.
В гидростатических стерилизаторах для достижения необхо-' димого эффекта стерилизации температуры составляют 116— 117 °С, выдержка 15—17 мин. В соответствии с заданным режимом выбирают параметры работы стерилизатора. В зоне подогрева необходимо устанавливать температуру 85—95 °С, а в зоне охлаждения 20—40 °С.
Значение эффекта стерилизации конкретно выбранного режима F принято определять по формуле
F = 3,21 + 0,15*! + 1,28x2 + 0,15*з -f 0.67х4 + 0,31ха2,
где Xi — величина, зависящая от температуры среды на выходе из подогревателя (/п) и определяемая из соотношения *=0,U„ — 8,5; Хг — величина, зависящая от температуры стерилизации (tc)и определяемая из соотношения Хг— = 0,5fc — 58,0; х3—величина, зависящая от продолжительности нахождения продукта в зоне подогрева (тп) и определяемая из соотношения лэ=0,4тп —5,0;х4— величина, зависящая от продолжительности нахождения продукта в зоне стерилизации (тс) и определяемая из соотношения х4=0,4тс—6.
В производственных условиях при выполнении стерилизации в гидростатических стерилизаторах конкретно выбранный режим стерилизации предварительно оценивают по показателю эффекта стерилизации. Если этот показатель колеблется от 4,6 до 5,1 мин, то выбранный режим, оцененный как обеспечивающий необходимый эффект стерилизации, применяют при производстве продукта.
В роторных стерилизаторах для достижения необходимого стерилизующего эффекта сгущенную нормализованную смесь стерилизуют при температуре 116—118°С с выдержкой 14— 17 мин. В соответствии с технологической инструкцией по графику определяется взаимосвязь между температурой стерилизации и продолжительностью стерилизации.
Эффект стерилизации в роторном стерилизаторе для конкретно выбранного режима стерилизации оценивают по формуле
F = 4,12 + 0,16*! + 0,89я2 + 0,36*3 + 0,\х\ + 0,13лг2л:3,
где Xi — величина, зависящая от температуры среды на выходе из подогревателя (in), определяется из соотношения *i = 0,077i„—6,38; х2 — величина, зависящая от температуры стерилизации ((с), определяется из соотношения х2= = 0,5tc—58,0; х3—величина, зависящая от продолжительности нахождения продукта в зоне стерилизации (тс), определяется из соотношения х3=тс—15,0.
Для более полного сохранения пищевой ценности продуктов стерилизующий эффект выбираемых режимов стерилизации не должен превышать 5,5 условной минуты для сгущенного стерилизованного и 5,3 для концентрированного стерилизованного молока.
В целях смягчения режимов стерилизации применяют антибиотик низин, позволяющий сократить продолжительность стерилизации при той или иной выбранной температуре стерилизации. Действие низина основано на нарушении обмена веществ у микроорганизмов вследствие торможения или инактивации ферментных систем, главным образом бактерий, в меньшей степени дрожжей и плесеней. Низин нетоксичен, улучшает вкус продукта. Доза низина 100 единиц на 1 г продукта, или 40 г препарата на 1 туб, при активности не ниже 1 млн единиц в 1 г.
Наряду с обязательным соблюдением режима стерилизации и последующего охлаждения банок с продуктом качество его в значительной степени зависит от герметичности укупоривания банок (ав = 0,95). Только при обеспечении контроля стерилизации (диаграммы с записью режимов), контроля промышленной стерильности (выдержка в течение 6 дней пяти банок от каждой партии при температуре 36—38 °С) на большом количестве банок, при наличии в технологической линии тестера для отбраковки негерметичных банок, наличии данных ежедневных микробиологических исследований сгущенных нормализованных смесей перед стерилизацией, подтверждающих стабильное содержание в нем допустимого количества спор, и соответствии этого количества спор значению эффекта стерилизации выбранного режима осуществляется отгрузка продукции без предварительной выдержки ее на складе. При отсутствии перечисленного комплекса контроля по выходе из стерилизатора банки с продуктом после контрольного взвешивания, этикетировки, укладки в картонные ящики направляют на выдержку в термостатную камеру или склад готовой продукции. Выдержка необходима для выявления и отсортировки дефектных банок (бомбажных, с плоскокислым свертыванием) перед отгрузкой.
В полном соответствии с кратностью концентрирования и режимами тепловой и механической обработок в ходе процесса формируются состав и свойства сгущенного стерилизованного молока, характеризующиеся: увеличением массовой доли сухого молочного остатка от 11,8 до 26%, доли жира на единицу СОМО — от фактического значения в цельном молоке до заданного в продукте (Жпр/С0м0пр=0,46), увеличением массовых долей в воде — лактозы от 5 до 12—13%, ККФК — от 3,4 до 6—7%. Для формирования свойств характерно изменение вкуса и запаха — от исходного в молоке до сладковато-солоно- ватого привкуса, свойственного топленому молоку, увеличение кислотности от 19 до 44—45°Т, плотности (при температуре 20 °С) от 1028 до 1063—1065 кг-м-3, вязкости (при температуре 20°С) от 2 до 6—10 мПа-с.
Показатели состава концентрированного стерилизованного молока формируются следующим образом: сухой молочный остаток увеличивается от 11,8 до 28%, отношение Ж/СОМО в цельном молоке изменяется до 0,468 в нормализованной смеси" и продукте, массовые доли в водной части увеличиваются следующим образом: лактозы от 5,0 до 13,8—14,2%, ККФК от 3,4 до 8%. Как и для сгущенного стерилизованного молока, исключаются кристаллизация лактозы и образование новой структуры ККФК. Для формирования показателей свойств характерно: увеличение кислотности от 18 до 44—48 °Т, плотности (при температуре 20 °С) от 1028 до 1068—1070 кг-м-3 и вязкости от 2 до 8—15 мПа-с.
Изменения состава и свойств сгущенного стерилизованного и концентрированного стерилизованного молока в ходе технологического процесса происходят в соответствии с кратностью концентрирования сгущением и являются обратимыми. Этим подтверждается надежность режимов и параметров технологии.
Ассортимент сгущенных стерилизованных молочных консервов при необходимости может быть расширен за счет организации производства, в основном по той же технологии сгущенных стерилизованных продуктов с вкусовыми наполнителями и солодом, НТД для которых разработаны.
Перспективным является производство сгущенного стерилизованного молока с повышенной массовой долей сухих веществ на основе сепарирования сгущенной нормализованной смеси с последующим раздельным фасованием и стерилизацией двух получаемых продуктов — консервного масла «Каймак» и сгущенного стерилизованного белкового молока.
Глава 12
СГУЩЕННЫЕ МОЛОЧНЫЕ КОНСЕРВЫ С САХАРОМ
mykonspekts.ru






